
Garage Door Profiles
Garage Door Profiles
Rollforming Services have a range of Antisags suitable for use on tilt and sectional garage doors. They fit most makes of garage doors. If you are interested in these products or have any questions, please get in touch with us. For orders, attach the completed order form (available for download below) to your enquiry and we will get on to it straight away.












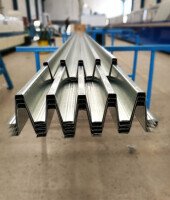
We are also able to run a range of larger tophats for special applications and roll a number of roller and sliding door guides upon request.
If you require a profile that is not displayed here please get in touch with us, make sure to include a dimensioned sketch or drawing of the profile.
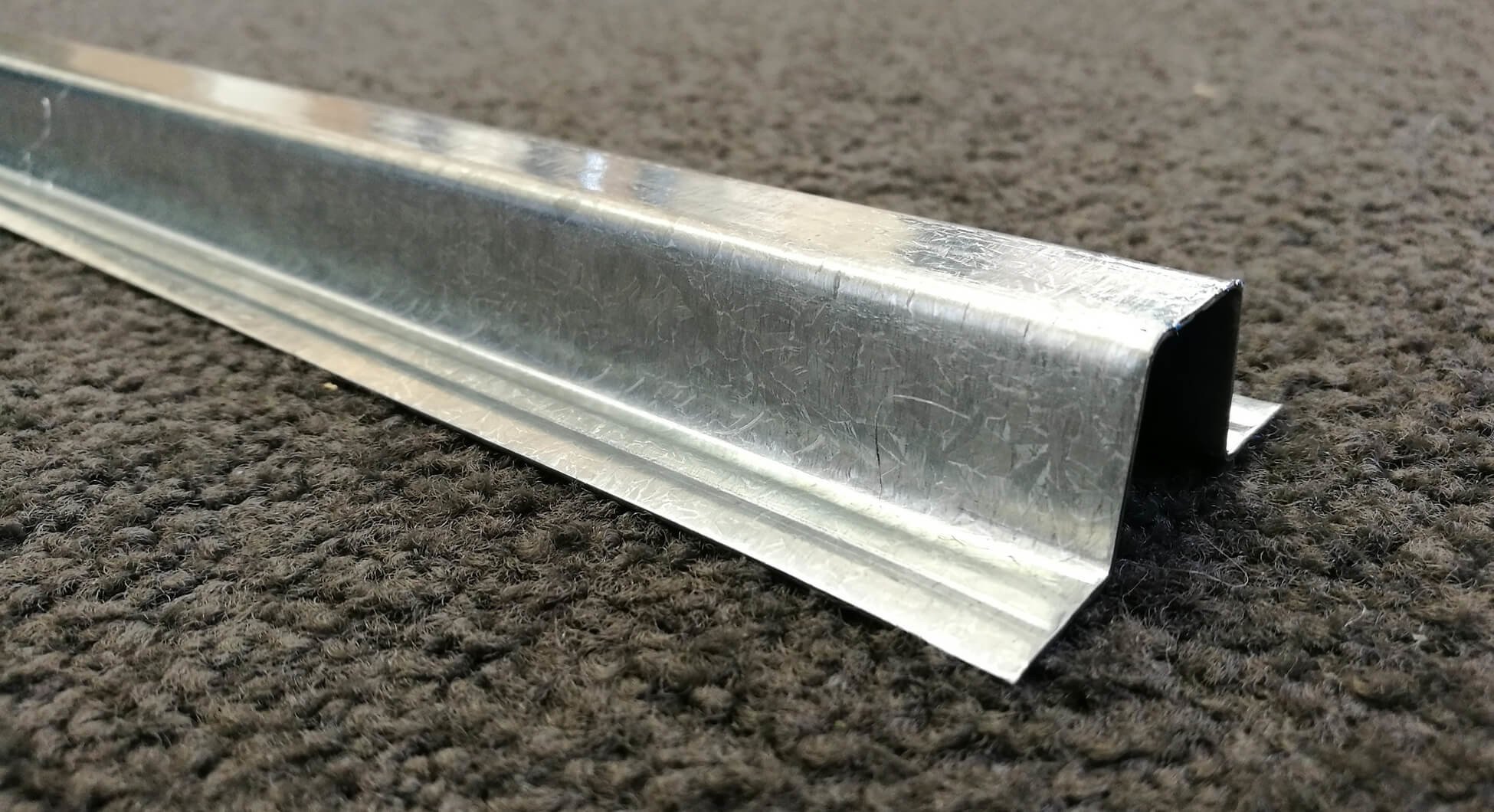
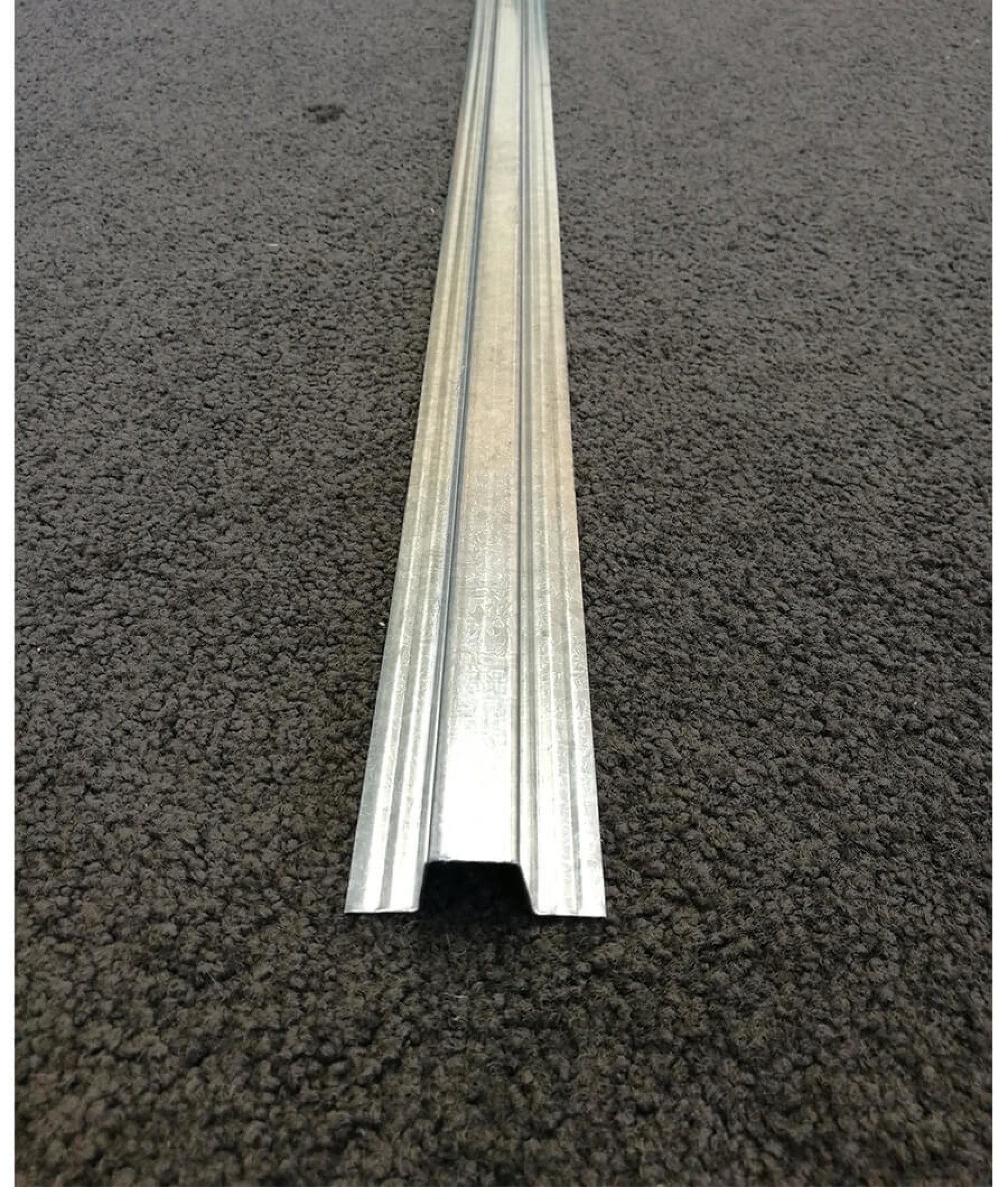
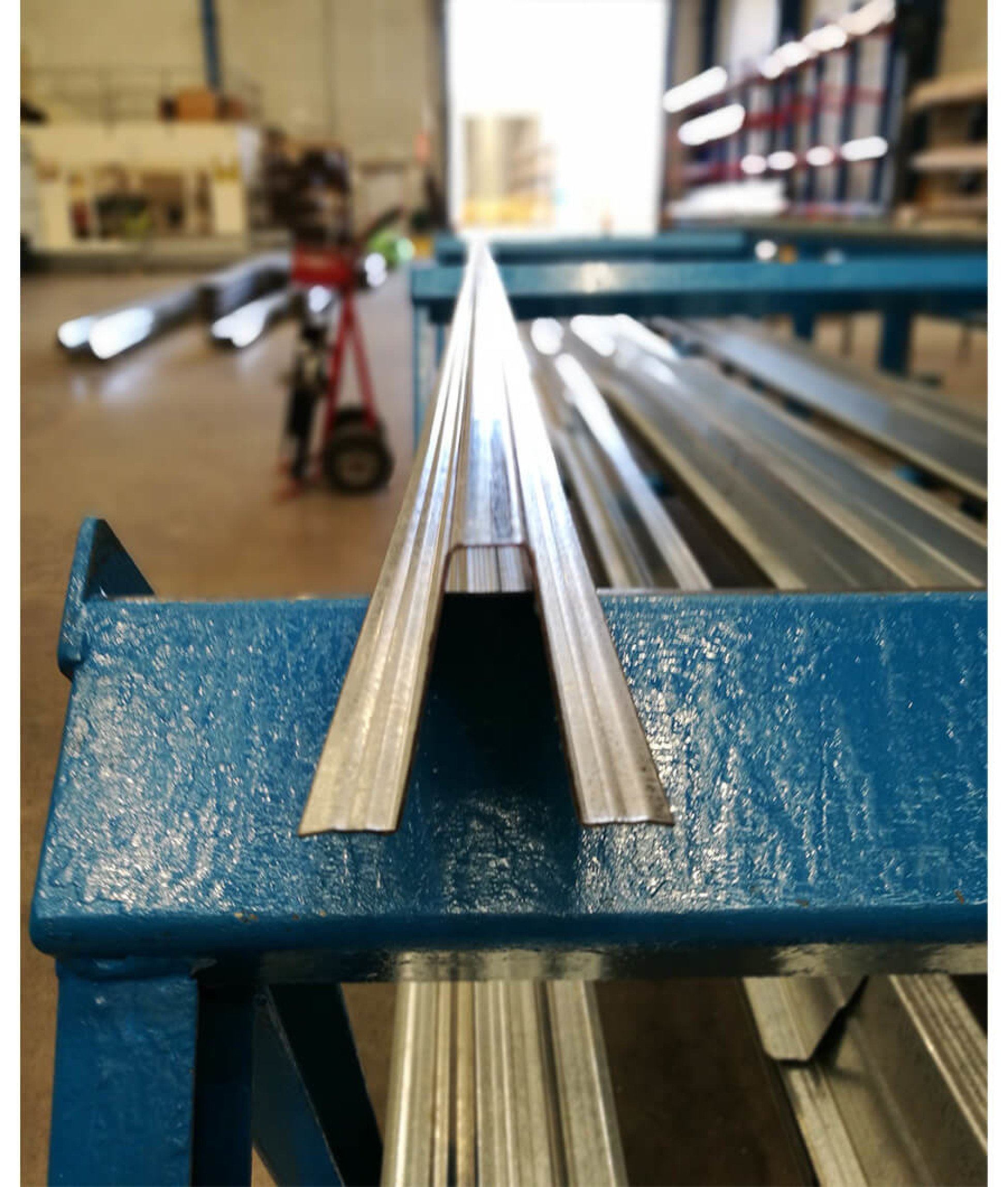
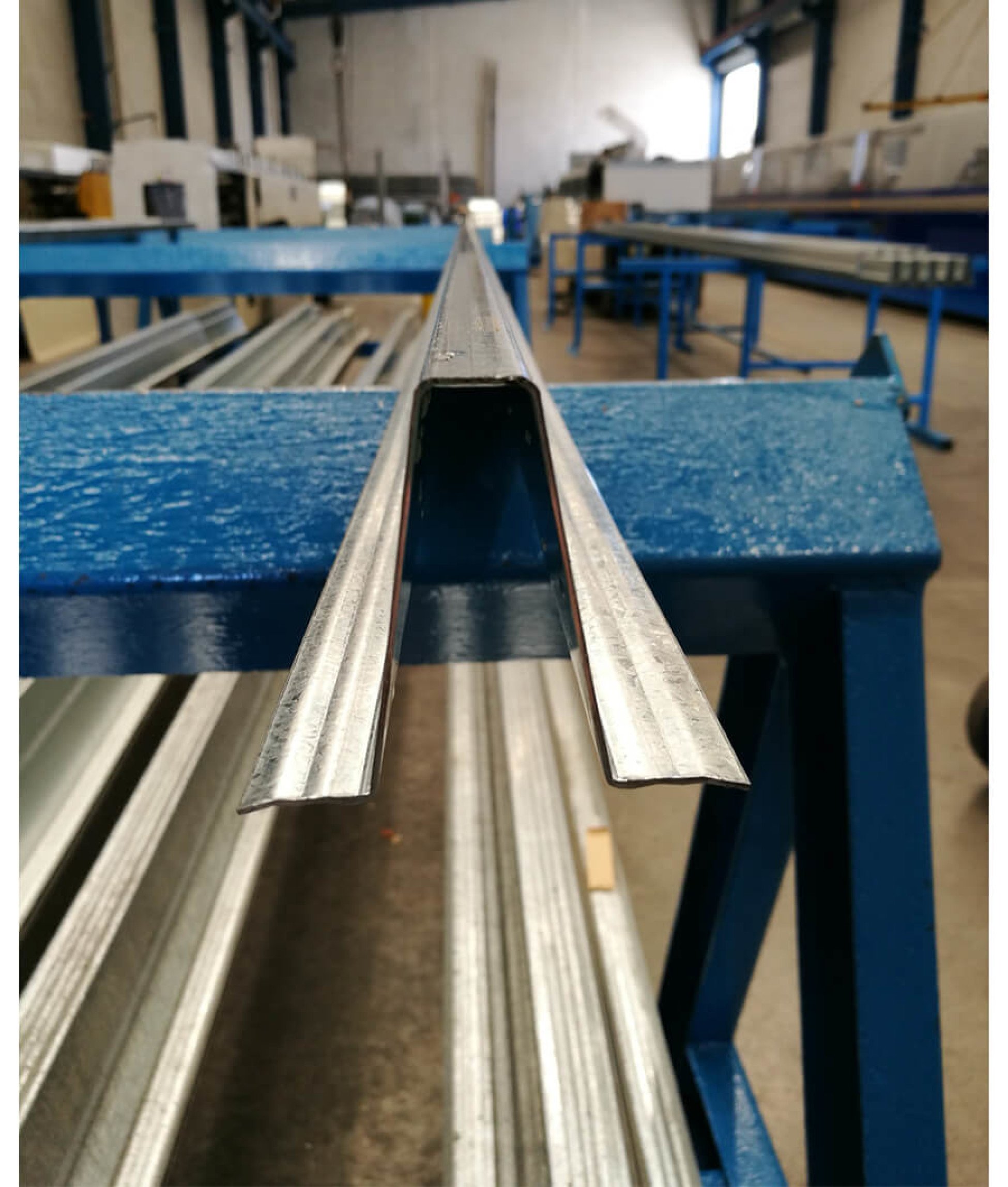
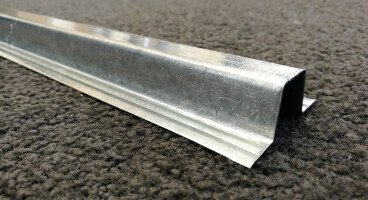
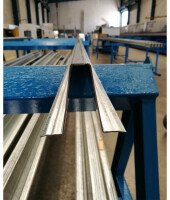
- DS1 20 × 0.75mm Tophat section. Run to order. For single tilt doors
- DS2 55 × 0.95mm Tophat section. Run to order. For tilt doors.
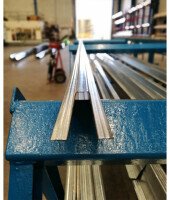
- DS4 30 x 30 x 1.55mm Angle. 1.2m stock lengths. For supporting garage door motors and tracks.
- DS60 x 0.75mm and DS60 x 0.95mm Tophats. Run to order. For larger sectional doors
Durability
Garage Door Profiles are manufactured from hot dipped galvanised steel with a coating weight of 275g/m2, in line with other common lightweight steel structural building products.
This gives good protection in most exposed internal environments, and for external use in moderate marine environments. Where sections are exposed to salt spray but not rain washing, maintenance is required to remove any build-up of salt deposits on the surface.
Run-off from, or contact with, materials which are incompatible with zinc should be avoided.
Handling and Storage
Garage Door Profiles must be kept dry during storage as water present between close stacked sections will cause premature corrosion. If they become wet, they should be separated and stacked openly to allow for ventilation to dry the surface.
Lengths
Garage Door Profiles are available in a mix of run to order and stock lengths, refer to the Profile Order Form below.
Cutting
Cutting onsite is preferably done by tin snips, hacksaw, or cold cut saw. When using abrasive disc blades care must be taken to ensure the swarf produced does not affect other materials and the burred edge should be cleaned off at the completion of cutting, followed by a coat of zinc-rich cold galvanised spray.
Get in touch
We encourage you to furnish us with as much detail as possible.
That way we can assist you with the best solutions based on your requirements quickly.
